

Радиационный, рентгенографический контроль работает по принципу поглощения лучей плотными средами. Чем плотнее структура материала, тем меньше лучей выйдет наружу. Если внутри объекта имеются полые образования, пустоты, такие как трещины, поры, раковины, то поток лучей, прошедших толщу материала, будет больше. Прибор для рентгенографического контроля способен обнаружить дефект, определить его параметры (размер, структуру, тип, место расположения). Такой точностью и достоверностью качествами не обладают прочие методы неразрушающего контроля. Только радиографический контроль может детально установить состояние локальных участков промышленных конструкций.
Физические свойства рентгеновских лучей позволяют им проникать даже через очень плотные непрозрачные объекты. Пропускание лучей, при этом, прямо пропорционально плотности материала, через который они проходят. То есть, чем выше будет плотность объекта, тем меньше лучей пройдет сквозь толщу. Кроме того, на проникающую способность влияет длина лучей. Чем длина больше, тем сложнее будет лучам пройти сквозь поверхность. В процессе проникновения излучение поглощается поверхностью, в которую они направлены. Чем плотность материала выше, тем больше лучей поглотится.
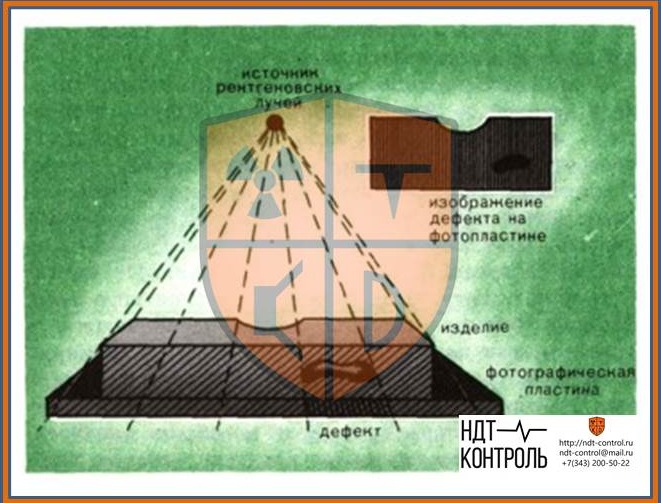
Из-за химических свойств некоторых веществ их контакт с излучением создает свечение, которое можно увидеть без специальных устройств. После завершения процедуры свечение исчезает, но ряд веществ способны сохранить эффект свечения на определенное время. Именно эта способность позволяет создавать рентгеновские снимки в процессе РГК. Благодаря воздействию излучения на светочувствительные части фотопластинки создается изображение/фотография внутреннего состояния сварного соединения.

Рентгеновские лучи ионизируют воздух, расщепляя при этом составные части воздушной среды на отдельные частицы, имеющие электрический заряд. Благодаря этому явлению, воздух получает способность проводить электричество. Испускаемые катодом электроны получают ускорение от разных электрических потенциалов, которые находятся между анодом и катодом. В этот момент рентгеновское излучение еще не происходит, так как лучей еще не достаточно много. После удара лучей об анод происходит их резкое торможение. После этого лучи генерируют в рентгеновском диапазоне. Одновременно с этим процессом внутренние оболочки атомов анода выпускают электроны. На их места встают другие электроны. Образовавшееся излучение получает характерные черты, свойственные материалу анода.
После выхода лучи движутся в соответствии с установленным направлением, пронизывая выбранную область сварного шва. После столкновения с плотной структурой объекта часть лучей остается в изделии. Оставшиеся частицы попадают на пленку, где и отображается интенсивность излучения для каждого отдельного места. Если в исследуемой области имеются пустоты, количество отображенных на пленке лучей будет большим. Это свойство позволяет определить местоположение дефекта, его форму и размер.